
Description
Global Universal Reactor is a very adaptable system with a variety of features that meets the needs of most reaction processes including distillation, phase separation and dosing. We pour our knowledge and experience into its construction, resulting in a multifunctional chemical processing system that offers excellent value. Each system is built to order and so can be totally configured to meet your specific process needs.
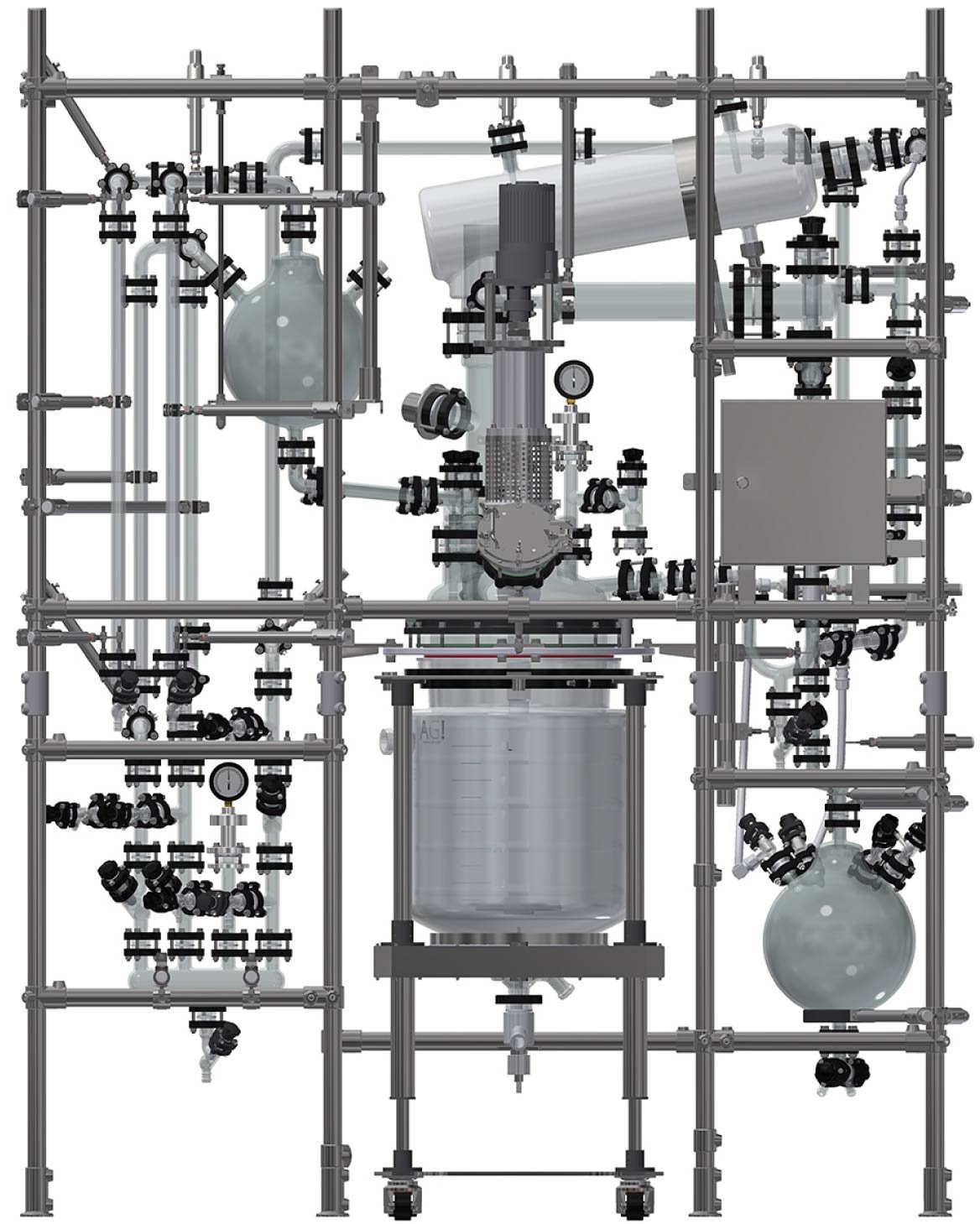

Universal Reactors consists of :
- Triple / Double walled reactor
- Graduated feed vessels with control valve
- Gas introduction (Nitrogen purging and active gas)
- Azeotropic distillation phase separator
- Twin receiver system for distillate without breaking vacuum
- Coil type Condenser and product cooler
- Vapour column with different options of packing material
- Compact and sturdy Skid designed as per space constraints
- Instrumentation with indication panel
- Vacuum connection incl. pressure release valve and bursting disc
- IQ/OQ/DQ documentation on request
Application
- Chemical synthesis
- Extraction / evaporation
- Purification / crystallization
- Separation
- API manufacturing
- Peptide production
- Process development
- Scale-up
- Cryogenic reactions
- Small scale production
- Pilot plant / kilo lab
Universal Reactor Features
- Multipurpose reactor with various customisable functionalities
- Vessel capacity up to 100 L Triple wall
- All glass body that allows visual monitoring of processes
- Suitable for continuous industrial processes
- Wide process temperature range; -60 °C to +200 °C
- ZERO Hold Up Valve with Temperature Sensing
- Certificates for material in contact with product
RELATED CONTENT
This product belongs to the solution