
Description
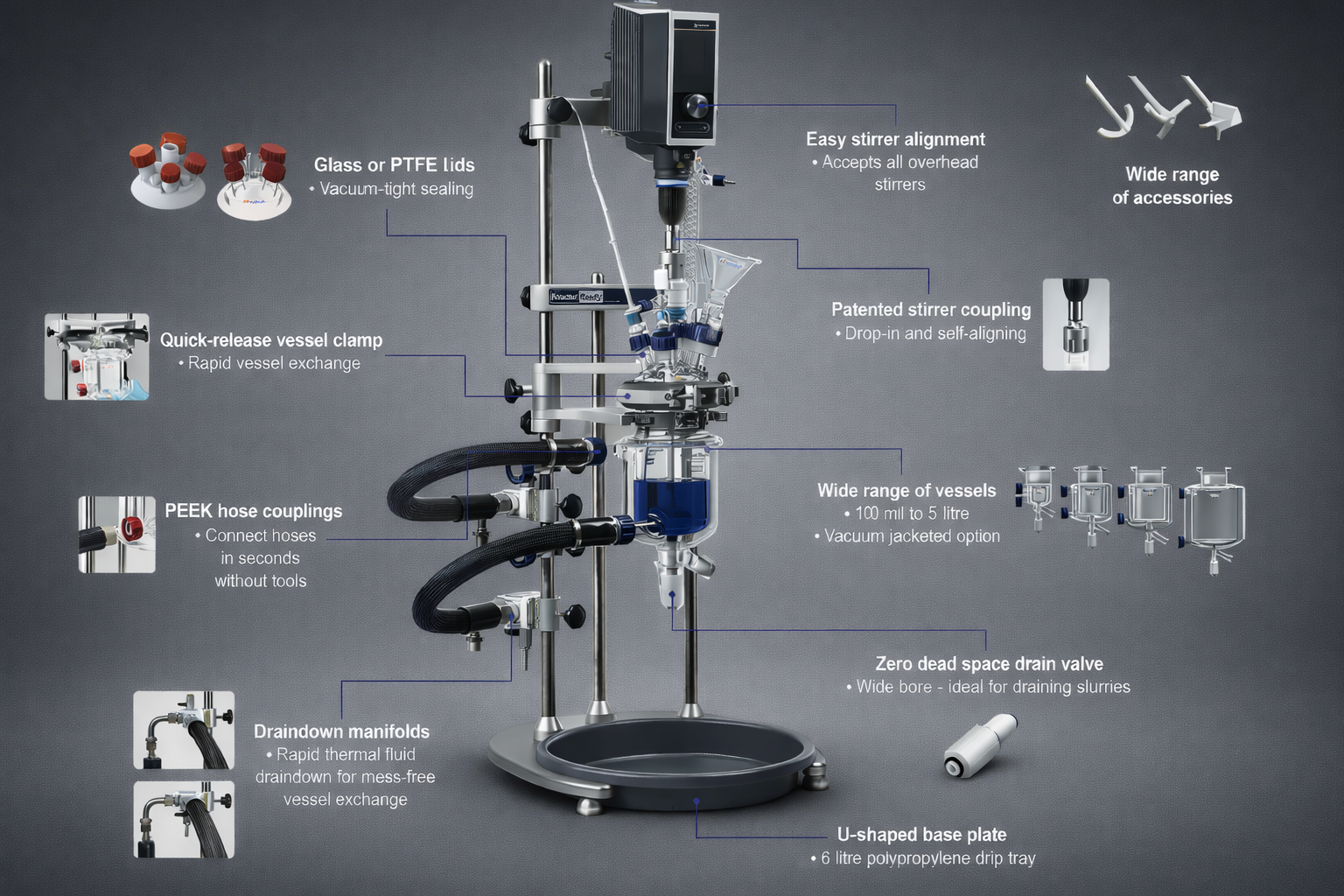
ANTICO UniReact™ is a versatile reactor system designed to perform multiple unit operations in a single setup. Its working principle allows integration of reaction, distillation, crystallization, and mixing processes. The system consists of a configurable vessel, interchangeable modules, agitator, and auxiliary equipment. It is used in environments where process flexibility is essential. The design allows rapid changeover between different process steps. It reduces the need for multiple dedicated equipment units. The reactor supports a wide range of operating conditions and chemistries.
It is suitable for R&D and pilot plant applications. Industries such as specialty chemicals and contract manufacturing benefit from its flexibility. ANTICO UniReact™ enhances operational efficiency and reduces capital costs.
")

Key Features
- Multi-operation capability
- Flexible process configuration
- Efficient heat transfer
- Expandable modular design
- Integrated instrumentation
Technical Specifications
| Parameter | Specification |
|---|---|
| Capacity | 2 L – 500+ L |
| MOC (Reactor) | Borosilicate Glass 3.3 / SS316L / Glass-lined Steel / Hastelloy |
| Design Type | Modular, Interchangeable Configuration |
| Design Pressure | Vacuum (-1 barg) to +10 barg |
| Design Temperature | -80°C to +300°C (depends on MOC) |
| Jacket / Heating | Jacketed / Limpet Coil / External Loop |
| Agitator Types | Anchor / Turbine / Propeller / Helical Ribbon |
| Speed Range | 50 – 600 RPM (VFD controlled) |
| Seal Type | Mechanical Seal (Single/Double) |
| Reactor Configuration | Batch / Semi-batch / Continuous |
| Interchangeable Parts | Reactors, Condensers, Columns, Receivers |
| Nozzles | Charge, Vent, Vacuum, Sampling, Drain |
| Instrumentation | RTD/PT100, Pressure Transmitter, PID |
| Automation | PLC / SCADA with Recipe Control (Optional) |
| Safety Features | PRV, Rupture Disc, Inert Gas Provision |
| Compliance | ASME / DIN / ISO / GMP (Optional) |
Available Options
- Vacuum system integration
- Automated reagent dosing
- Reflux condenser
- Digital data logging
- Inert gas purging
- ATEX rated drive system
Industries Using It
- Pharmaceutical manufacturing
Fine chemicals
Specialty chemicals
Agrochemicals
Petrochemicals research
Battery materials
Polymer development
Dye and pigment industry
Academic and research institutes
Food ingredient development
Cosmetics chemistry
Electronic chemicals